












Comment comparer le poids du revêtement du film DTF et les spécifications d'absorption d'encre
La performance d'unFilm DTFLa qualité d'impression ne dépend pas uniquement du support PET, mais aussi de deux couches de revêtement appliquées par-dessus : la couche de démoulage, qui contrôle la séparation du film et du support de transfert, et la couche d'absorption d'encre, qui contrôle la réception, la fixation et l'expression finale de l'encre en couleur. Chaque couche possède une plage de grammage optimale. Un excès ou un excès de grammage altère la qualité d'impression, le décollement ou la saturation des couleurs de manière spécifique et prévisible.
Pourquoi le grammage du revêtement est une spécification que la plupart des acheteurs ne demandent jamais
Lors de l'évaluation des films DTF, les spécifications les plus fréquemment demandées par les acheteurs concernent l'épaisseur du film de base, le type de pelage (à chaud ou à froid) et la compatibilité générale avec les modèles d'imprimantes. Le grammage du revêtement — exprimé en grammes par mètre carré et définissant la quantité de matériau de libération et d'absorption déposée sur le support PET — est rarement communiqué spontanément par les fournisseurs et rarement demandé par les acheteurs.
Il s'agit d'un oubli important. L'épaisseur du revêtement est le principal facteur déterminant de deux des variables de qualité DTF les plus visibles et ayant des conséquences commerciales majeures : le comportement au pelage (le film se détache-t-il proprement sans perturber le transfert ?) et la saturation des couleurs (l'encre reproduit-elle la profondeur et l'éclat prévus par le fichier de conception ?). Tout écart par rapport à l'épaisseur optimale de l'un ou l'autre revêtement engendre des défauts difficiles à diagnostiquer et coûteux à corriger en production.
Que mesure réellement le poids du revêtement (g/m²)
Le grammage du revêtement, exprimé en grammes par mètre carré (g/m²), correspond à la masse de matériau de revêtement appliquée par unité de surface du film de base. Il est directement proportionnel à l'épaisseur du revêtement : un grammage plus élevé signifie qu'une plus grande quantité de matériau a été déposée, ce qui se traduit généralement par une couche plus épaisse – bien que cette relation dépende également de la densité de la formulation du revêtement.
Poids du revêtement de la couche de protection : Cadran de performance de pelage
La couche de protection d'un film DTF remplit une fonction précise et contre-intuitive : elle doit maintenir fermement la couche d'encre sur le film pendant l'impression, l'application de la poudre et le séchage, puis la libérer complètement et proprement dès que la chaleur et la pression sont appliquées lors du pressage à chaud. L'épaisseur de cette couche détermine la force nécessaire pour déclencher cette transition, et permet d'obtenir des transferts nets et sans défaut.
Le problème des vibrations : pourquoi une couche excessive de revêtement antiadhésif provoque la chute des motifs
Ce mode de défaillance est l'un des plus dommageables commercialement et des moins bien compris dans la production de films imprimés directs (DTF). Lorsqu'une couche de démoulage est formulée ou appliquée en trop grande quantité, l'adhérence entre la couche d'encre polymérisée et la surface du film devient si faible que les vibrations normales liées à la manipulation — comme la prise en main d'une pile de films imprimés, leur introduction dans une presse à chaud ou même le transport — peuvent entraîner le décollement partiel ou total du motif du film avant son transfert sur le vêtement.
Le résultat n'est pas toujours une zone complètement vierge où le motif s'est décollé. Le plus souvent, il se manifeste par des zones spécifiques au sein du motif où l'adhérence était initialement la plus faible — généralement les zones de détails fins, les éléments ponctuels isolés et les composants à lignes fines — qui arrivent à la presse à chaud déjà fragilisées, produisant un transfert partiel et endommagé, irrécupérable.
Poids de la couche d'absorption d'encre : là où se détermine la profondeur de la couleur
La couche absorbante d'encre est la surface avec laquelle l'encre DTF entre en contact et se lie physiquement lors de l'impression. Son épaisseur détermine trois propriétés interdépendantes : la vitesse d'absorption de l'encre par la couche, la profondeur de pénétration avant fixation et le gain de point, qui détermine la netteté des contours dans les détails fins. Ces trois propriétés influent directement sur la saturation des couleurs, la résolution des détails et l'efficacité d'utilisation de l'encre de l'impression finale.
Le mécanisme de la profondeur des couleurs : pourquoi les couches absorbantes épaisses produisent des impressions pâles
La couleur que nous percevons sur un imprimé est principalement due aux particules de pigment qui restent à la surface ou à proximité de la couche absorbante, là où elles se trouvent sur le trajet optique de la lumière réfléchie. Lorsque l'épaisseur de la couche absorbante est optimale, les gouttelettes d'encre sont absorbées à une profondeur contrôlée, laissant la majorité des particules de pigment près de la surface et produisant ainsi une couleur intense et saturée.
Lorsque l'épaisseur du revêtement est excessive, la couche absorbante agit comme une éponge profonde : l'encre est rapidement absorbée sur toute son épaisseur, dispersant les particules de pigment dans toute la couche au lieu de les concentrer près de la surface. Il en résulte une impression pâle, terne ou délavée par rapport au fichier d'origine — un effet perceptif dû non pas à une formulation d'encre ou à des réglages d'imprimante incorrects, mais à un phénomène physique : la quantité de pigment par unité de volume est moindre dans la zone de surface réfléchissante.
Comment évaluer le poids d'un revêtement sans laboratoire
Bien que la mesure précise du poids du revêtement nécessite une analyse gravimétrique en laboratoire, les acheteurs peuvent évaluer les conséquences pratiques de ce poids sur les performances grâce à des tests d'impression standardisés ne nécessitant pas d'équipement spécialisé. Le protocole suivant vise à identifier systématiquement les défauts de surface liés au poids du revêtement, à l'aide d'un seul fichier d'impression de test et de six points d'évaluation.
T1
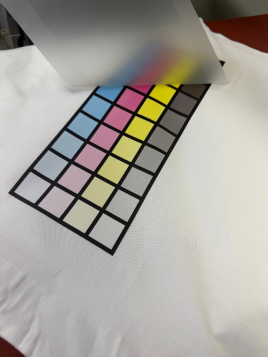
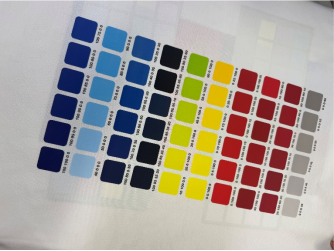
Test de saturation de remplissage solide
Imprimez une série d'échantillons de couleur unie à 100 % de densité pour chaque canal : cyan, magenta, jaune, noir et un mélange de rouge, vert et bleu. Comparez les échantillons imprimés à des nuanciers de référence calibrés. Un aspect pâle ou délavé des aplats indique une couche absorbante trop épaisse. Utilisez un spectrophotomètre pour mesurer ΔE si disponible.
T2
Résolution des lignes fines et des microtextes
Imprimez un fichier de test contenant des lignes noires d'épaisseurs allant de 0,25 pt à 2 pt et du texte de tailles allant de 4 pt à 10 pt. Examinez-le à la loupe (grossissement minimum de 10×). Des contours flous ou estompés indiquent une couche d'absorption trop fine. Une couche correctement pondérée produit des contours nets et précis, même pour les plus petits éléments du test.
T3
Douceur de la transition de gradient
Imprimez un dégradé de tons complets de 0 % à 100 % pour chaque canal primaire. Une couche d'absorption trop épaisse entraînera une perte de différenciation dans les hautes lumières (0–20 %), où le volume d'encre est minimal et où une forte absorption atténue les subtiles différences de pigment entre les paliers du dégradé. Une couche trop fine présentera des bandes dues à la diffusion latérale des points lors des transitions de tons moyens.
T4
Test de force de pelage et d'intégrité du motif
Après polymérisation, manipulez un lot de films imprimés en effectuant les mouvements de production habituels : prise en main, empilage, simulation de transport. Tout décollement du motif lors de cette manipulation indique une couche de support trop épaisse. Après pressage à chaud, effectuez des essais de pelage à chaud et à froid sur le même type de film afin de vérifier si la force de pelage est adaptée aux paramètres de la presse utilisée.
T5
Adhésion de points isolés et d'éléments fins
Imprimez un fichier de test contenant des points isolés de différentes tailles (0,3 mm à 2 mm de diamètre) et des motifs de demi-teintes fines. Après polymérisation et manipulation, vérifiez si les petits éléments isolés restent bien adhérents au film. Le décollement des points isolés avant le pressage, alors que les zones de remplissage pleines restent intactes, est caractéristique d'un revêtement antiadhésif trop épais, affectant spécifiquement les éléments à faible adhérence.
T6
Test de cohérence d'un lot à l'autre
Imprimez le même fichier de test sur des films provenant d'au moins trois lots de production différents du même fournisseur. Toute variation visible de la saturation des couleurs, du comportement au pelage ou de la résolution des détails entre les lots — avec des paramètres d'imprimante et de presse identiques — indique une irrégularité du grammage du revêtement dans le processus de production du fournisseur. Des résultats constants d'un lot à l'autre constituent le meilleur indicateur de qualité.
Poids de revêtement calibré pour chaque système d'encre d'imprimante que nous prenons en charge
Le grammage du revêtement n'est pas une valeur fixe dans notre processus de fabrication de films ; il est calibré spécifiquement en fonction de la chimie de l'encre et du modèle d'imprimante utilisés. Chaque film mis en production est validé par rapport aux deux couches de revêtement dans la plage de grammage cible, et des tests de cohérence sont effectués sur chaque lot de production avant son expédition.



Actualités et événements
apprendre encore plus-
 Blog
Communiqué de presse 26 juin 2026
Blog
Communiqué de presse 26 juin 2026Test de résistance au lavage du film DTF : combien de lavages un transfert peut-il supporter ?
Les transferts DTF standard sont généralement conçus pour résister à une trentaine de lavages avant l'apparition de craquelures, de décolorations ou de décollements sur les bords. Notre film DTF écologique à base d'eau dépasse ce chiffre à plus de 50 lavages, selon le même protocole de test rigoureux, sans compromis sur la protection de l'environnement. Cet article explique précisément comment ce nombre est mesuré, les causes de défaillance d'un transfert et comment notre formule allie durabilité et respect de l'environnement. -
 Blog
Communiqué de presse 26 juin 2026
Blog
Communiqué de presse 26 juin 2026Quelles sont les différences entre les différentes imprimantes et films DTF ?
Maîtrisez la compatibilité entre imprimantes et films DTF. Découvrez comment la chimie des encres, les profils ICC, les revêtements et le séchage influencent la qualité d'impression et la résistance au lavage. -
 Blog
Communiqué de presse 26 juin 2026
Blog
Communiqué de presse 26 juin 2026Puis-je utiliser la poudre DTF noire sur différents types de tissus ?
Oui. La poudre DTF noire n'est pas qu'une simple variante de couleur ; il s'agit d'un choix d'adhésif fondamentalement différent qui influe directement sur l'aspect du transfert sur les tissus clairs et foncés. Savoir quelle poudre utiliser sur quel vêtement est l'une des décisions les plus sous-estimées en production DTF.

contact
Tél. : 86 17706217416
Ajouter : Bâtiment L2A, n° 520, voie 1588, route Zhuguang, centre mondial de Hongqiao, district de Qingpu, Shanghai, Chine
Suivez-nous:


