












Quelles sont les causes des bavures d'encre DTF et comment les prévenir ?
Les bavures d'encre en impression DTF ne sont pas dues à une seule cause. Elles résultent de la combinaison d'une ou plusieurs défaillances liées à cinq variables interdépendantes : la qualité du couchage du film, la formulation de l'encre, les paramètres d'impression, l'humidité ambiante et la compatibilité des consommables. Une solution qui ne prend en compte qu'une seule variable, en ignorant les autres, élimine rarement le problème, car le moindre défaut d'alignement résiduel suffit à provoquer à nouveau des bavures en conditions de production.
La présence de traces est un symptôme. Voici les diagnostics.
Lorsque l'encre déborde latéralement des points prévus — créant des contours flous, une fusion des couleurs adjacentes, des halos autour des détails fins ou des traces d'eau visibles sur le pourtour des zones imprimées —, le phénomène est décrit de différentes manières : bavure, débordement, effet de plume ou étalement d'encre. Tous ces termes désignent le même défaut : l'encre n'a pas été absorbée et maintenue correctement dans la couche réceptrice d'encre du film.
La valeur diagnostique de cette définition est importante : le bavure résulte toujours d’un défaut de la couche d’absorption du film à contrôler le dépôt d’encre, mais la cause de ce défaut peut provenir de n’importe laquelle des cinq variables mentionnées ci-dessus. Cet article examine chacune d’elles de manière systématique, explique sa contribution spécifique au mécanisme de bavure et identifie la solution à chaque étape.
Qualité du revêtement du film : principal facteur déterminant la précision du placement de l'encre
La couche absorbante d'encre d'un film DTF constitue la première — et la plus importante — barrière contre les bavures. Son rôle est de recevoir chaque goutte d'encre, de l'absorber à une profondeur contrôlée et de la maintenir en place tout en préservant la netteté des points. Si cette couche présente une épaisseur irrégulière, une formulation incohérente ou une viscosité inadaptée à celle de l'encre, le taux d'absorption varie sur la surface du film ; l'encre déposée dans les zones de faible absorption s'étale alors latéralement avant d'être retenue.
L'irrégularité du couchage est la cause la plus fréquente et la moins signalée des bavures lors de la production de films DTF. Ce problème est particulièrement insidieux car il engendre des défauts intermittents : les bavures apparaissent sur certaines zones d'un tirage mais pas sur d'autres, ou sur certains lots de film mais pas sur le rouleau précédent. Cette variabilité fait que le couchage est généralement le dernier élément auquel les acheteurs pensent à examiner, alors qu'il est souvent le premier qu'ils devraient vérifier.
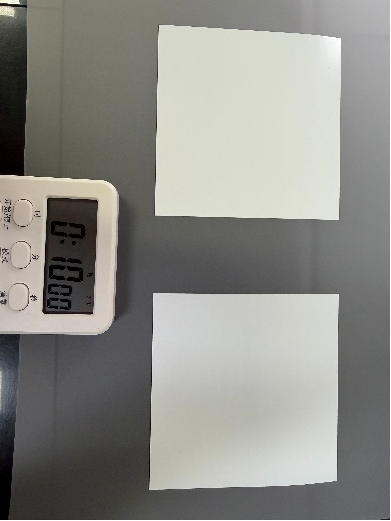
Test de remplissage d'encre à 100 % : comparaison immédiate vs après 10 minutes
Le test définitif de la qualité du revêtement en conditions réelles de production consiste à imprimer à saturation d'encre maximale (100 % de la charge d'encre sur tous les canaux simultanément) et à comparer le résultat immédiatement après l'impression avec le même tirage examiné après 10 minutes de repos à température ambiante. Ce test est plus exigeant qu'une production classique car une charge d'encre de 100 % dépose le volume maximal d'encre possible par unité de surface, mettant à rude épreuve la capacité d'absorption et le temps de maintien du revêtement, au-delà des exigences de la plupart des impressions.
Sur un film correctement formulé et à revêtement uniforme, le résultat à 0 et 10 minutes doit être visuellement identique : bords nets, absence de bavures latérales, absence de traces d’eau le long des contours d’impression et saturation des couleurs homogène sur toute la surface. Tout bavure, flou des bords ou apparition de traces d’eau durant les 10 minutes indique que le revêtement n’a pas pu retenir le volume d’encre déposé ; il s’agit d’un défaut de revêtement, et non d’un problème d’imprimante ou de paramètres.

Formulation de l'encre : viscosité, tension superficielle et taux d'absorption
L'encre DTF est une formulation de précision où la taille des particules de pigment, la viscosité du fluide porteur, la concentration en tensioactif et le taux d'humectant interagissent pour déterminer son comportement à la surface du film. Si l'un de ces paramètres s'écarte de la plage de calibration du revêtement, la dynamique d'absorption de l'encre par le film est modifiée, ce qui provoque des bavures.
Viscosité trop faible
L'encre à faible viscosité s'écoule plus facilement sur la surface du film avant d'être absorbée, s'étendant au-delà des contours du point prévu. Il en résulte des bords flous et des détails fins imprécis.
Inadéquation de la tension superficielle
La tension superficielle entre l'encre et le film de revêtement détermine l'étalement initial du point lors de l'impact. Une différence de tension insuffisante permet un étalement latéral incontrôlé avant que l'absorption ne fixe la gouttelette.
Excès d'humectant
Les humectants maintiennent l'encre fluide plus longtemps après son dépôt, ce qui est bénéfique pour le fonctionnement de la tête d'impression mais contre-productif pour l'absorption par le film. Un excès d'humectant retarde le début de l'absorption, prolongeant ainsi la période de diffusion latérale.
Calibré pour le revêtement de film
La viscosité, la tension superficielle et les niveaux d'humectant sont adaptés à la cinétique d'absorption spécifique du revêtement de film apparié — l'encre arrive à la surface et est absorbée avant que l'étalement latéral puisse commencer.
Paramètres d'impression : volume d'encre, nombre de passages et temps de séchage
Même avec un film et une encre parfaitement adaptés, des paramètres d'impression incorrects peuvent saturer la capacité d'absorption du revêtement et provoquer des bavures. Les trois paramètres les plus critiques sont le volume d'encre par passage, le nombre total de passages et l'intervalle de séchage entre les passages.
Volume d'encre par passage
Dépasse la capacité d'absorption du revêtement par passage — l'excédent d'encre reste en surface et s'étale
Vitesse d'impression
Séchage insuffisant entre les passes à haute vitesse — chaque passe dépose des résidus sur une surface partiellement humide
Paramètres du profil multimédia
L'utilisation d'un profil conçu pour un film différent entraîne des hypothèses erronées concernant la cinétique d'absorption.
Lors de la première évaluation d'une combinaison imprimante-film-encre, effectuez un profilage de saturation d'encre avant de lancer la production. Commencez par le profil de support recommandé par le fabricant du film et réduisez la limite totale d'encre par paliers de 5 % jusqu'à élimination des bavures, puis augmentez-la de 2 % par sécurité. Ceci définit la limite de fonctionnement pour cette combinaison spécifique dans les conditions environnementales actuelles.
Humidité ambiante : la variable environnementale qui change sans prévenir
L'humidité influe sur le bavure par deux mécanismes simultanés et opposés : elle ralentit le séchage de l'encre (augmentant ainsi la marge de diffusion latérale) et modifie le taux d'absorption du film de couchage (hygroscopique à des degrés variables selon sa formulation). De ce fait, une combinaison imprimante-film-encre calibrée pour éliminer le bavure à 50 % d'humidité relative peut présenter un bavure visible à 75 % d'humidité relative avec des paramètres identiques.
Cette sensibilité à l'humidité est particulièrement problématique dans les installations non climatisées, comme les usines où les variations saisonnières de l'humidité extérieure influent directement sur les conditions de production. Un film qui fonctionne correctement en hiver peut présenter des bavures en été, non pas à cause d'un changement au niveau du matériel ou des matériaux, mais simplement parce que l'humidité ambiante a augmenté de 20 à 30 points de pourcentage.
Compatibilité des consommables : lorsque le système n’a pas été conçu pour fonctionner ensemble
La cause principale finale, et souvent la plus difficile à diagnostiquer, est l'incompatibilité systémique : l'utilisation de films, d'encres et de matériel d'impression non conçus et calibrés pour fonctionner ensemble. Chaque fabricant optimise son produit en fonction des variables qu'il contrôle : un fabricant de films calibre son revêtement absorbant pour une plage de viscosité d'encre spécifique ; un fabricant d'encres formule ses encres pour des caractéristiques de tête d'impression spécifiques ; un fabricant d'imprimantes fournit des profils de support pour des types de films spécifiques.
Lorsque des consommables de différents fabricants sont utilisés ensemble, chaque composant fonctionne dans des conditions pour lesquelles il n'a pas été conçu. Il n'en résulte pas toujours une panne catastrophique ; le plus souvent, il s'agit d'un flou persistant et modéré qui ne peut être corrigé par un simple ajustement des paramètres, car l'espace paramétrable est limité par l'incompatibilité elle-même.
Notre norme cinématographique
Aucune bavure à 100 % de charge d'encre. Aucune trace d'eau. Efficacité prouvée.
Notre film DTF est soumis à un test de charge d'encre à 100 % dans le cadre du protocole de validation des lots : l'impression est réalisée à saturation d'encre maximale, puis le résultat est comparé immédiatement et après 10 minutes. Aucun lot n'est livré au client sans avoir réussi ces deux tests avec des résultats identiques : absence de bavures latérales, absence de marques d'eau et netteté des bords maintenue à tous les niveaux de densité d'encre. Il ne s'agit pas d'une spécification technique, mais d'un résultat de test que nous pouvons vous présenter.



Actualités et événements
apprendre encore plus-
 Blog
Communiqué de presse 10 juillet 2026
Blog
Communiqué de presse 10 juillet 2026Traitement antistatique des films DTF : son importance pour la production en continu
Le film PET non traité accumule des charges statiques lors de la production en continu, notamment en cas de variations d'humidité. Les conséquences ne sont pas seulement esthétiques : adhérence de la poudre, attraction des poussières en suspension, contamination des buses de la tête d'impression et, à terme, dommages permanents à cette dernière, forment une chaîne de défaillances prévisible que le traitement antistatique vise précisément à interrompre. Notre film DTF bénéficie d'un traitement de surface antistatique complet qui garantit une adhérence nulle de la poudre, quelles que soient les conditions de production. -
 Blog
Communiqué de presse 10 juillet 2026
Blog
Communiqué de presse 10 juillet 2026Comment gérer la tension des rouleaux de film BOPP et les défauts d'enroulement lors des opérations de transformation
Le maintien d'une tension adéquate lors des opérations de transformation est essentiel à la production d'emballages de haute qualité. Chaque rouleau de film BOPP doit être enroulé avec une tension constante pour garantir un processus d'impression, de lamination, de découpe et de confection de sacs optimal. Une tension incorrecte peut entraîner des plis, un télescopage, un enroulement lâche et des ruptures de la bande, provoquant des arrêts de production coûteux. -
 Blog
Communiqué de presse 10 juillet 2026
Blog
Communiqué de presse 10 juillet 2026Film BOPP métallisé : applications, procédé de dépôt sous vide et performances de barrière
Le film BOPP métallisé est un matériau d'emballage haute performance obtenu par dépôt d'une fine couche d'aluminium sur la surface d'un film BOPP grâce à un procédé de métallisation sous vide. Cette combinaison de film de polypropylène et de revêtement métallique confère au matériau une excellente apparence, des propriétés de barrière renforcées et des performances d'emballage supérieures.

contact
Tél. : 86 17706217416
Ajouter : Bâtiment L2A, n° 520, voie 1588, route Zhuguang, centre mondial de Hongqiao, district de Qingpu, Shanghai, Chine
Suivez-nous:


